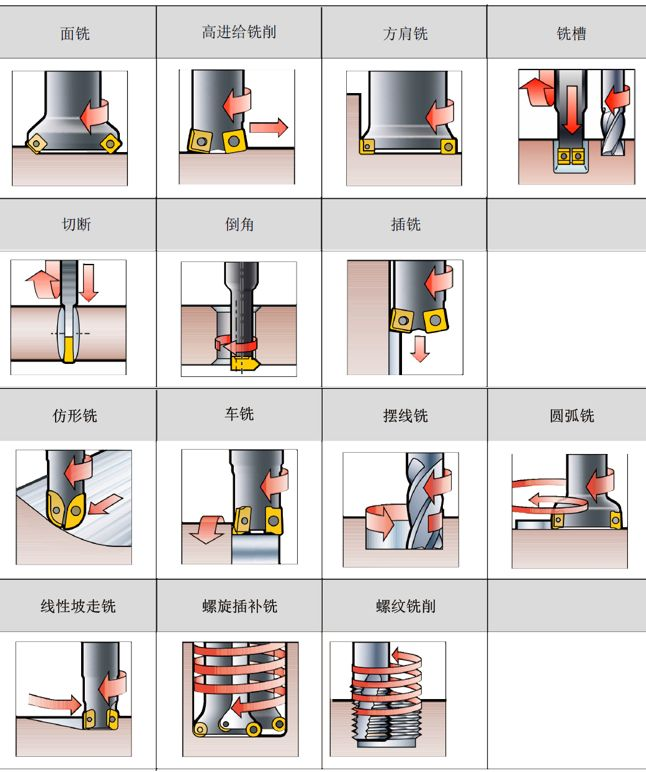
Frezeli ishlov berishning haqiqiy ishlab chiqarishida ko'plab amaliy ko'nikmalar mavjud, shu jumladan dastgohni sozlash, ishlov beriladigan qismlarni siqish, asboblarni tanlash va boshqalar. Bu nashrda frezalashning 17 asosiy nuqtasi qisqacha jamlangan. Har bir asosiy nuqta sizning chuqur o'zlashtirishingizga arziydi.
Xinfa CNC asboblari sifatli va arzon narxga ega. Tafsilotlar uchun quyidagi manzilga tashrif buyuring:CNC asboblari ishlab chiqaruvchilari - Xitoy CNC asboblari fabrikasi va yetkazib beruvchilari (xinfatools.com)
1. Quvvat quvvati
Mashinaning kerakli to'sar diametrini ishlay olishiga ishonch hosil qilish uchun quvvat quvvatini va mashinaning qattiqligini tekshiring.
2. Ish qismining barqarorligi
Ish qismini siqish shartlari va mulohazalari.
3. Osilib turish
Ishlov berishda asbobni shpindelga iloji boricha qisqa tuting.
4. To'g'ri kesuvchi qadamni tanlang
Kesimda tebranish paydo bo'lishiga olib keladigan juda ko'p qo'shimchalar bo'lmasligiga ishonch hosil qilish uchun operatsiya uchun to'g'ri kesuvchi qadamdan foydalaning.
5. Chiqib ketish
Tor ish qismlarini frezalashda yoki bo'shliqlar mavjud bo'lganda, mos keladigan qo'shimchani ta'minlang.
6. Insert Geometry Selection
To'g'ri kesish harakati va minimal quvvat sarfini ta'minlash uchun iloji boricha ijobiy geometriyali indekslanadigan qo'shimchalardan foydalaning.
7. To'g'ri tasmadan foydalaning
Maksimal tavsiya etilgan chip qalinligidan foydalanib, to'g'ri kesish harakatiga erishish uchun ishlatiladigan qo'shimcha uchun to'g'ri oziqlantirishni ta'minlang.
8. Kesish yo'nalishi
Iloji boricha pastga frezalashdan foydalaning.
9. Qismga oid mulohazalar
Ish qismining materiali va konfiguratsiyasi va ishlov beriladigan sirtning sifat talablari.
10. Baho tanlovini kiriting
Ish qismi materialining turiga va dastur turiga qarab geometriya va navni tanlang.
11. Dampingli frezalashtiruvchi
Asbobning diametridan 4 baravar ko'p bo'lgan uzoqroq o'tishlar uchun tebranish tendentsiyasi yanada aniqroq bo'ladi va namlangan asbobdan foydalanish mahsuldorlikni sezilarli darajada oshirishi mumkin.
12. Burchakni kiriting
Eng mos kirish burchagini tanlang.
13. Kesuvchi diametri
Ish qismining kengligi asosida to'g'ri diametrni tanlang.
14. To'sarning holati
Frezani to'g'ri joylashtiring.
15. Kesuvchi kirish va chiqish
Ko'rinib turibdiki, yoy kirishi bilan chip qalinligi chiqishda har doim nolga teng bo'lib, yuqori besleme va uzoqroq asbobning ishlash muddatini ta'minlaydi.
16. Sovutish suyuqligi
Sovutgichni faqat kerak bo'lganda qo'llang. Frezeleme odatda sovutish suvisiz yaxshiroq amalga oshiriladi.
17. Xizmat ko'rsatish
Asbobga texnik xizmat ko'rsatish bo'yicha tavsiyalarga amal qiling va asbobning eskirishini kuzating.
Xabar vaqti: 20-iyul-2024


